
全国24小时咨询热线 18396624111 |
全国24小时咨询热线 18396624111 |

电 话:18396624111(微信同号)
Q Q : 361468861
邮 箱:tengruikuangshan@163.com
地 址:山东省烟台市龙口市龙港街道和平路1368号


2019年11月26日。拉挤工艺
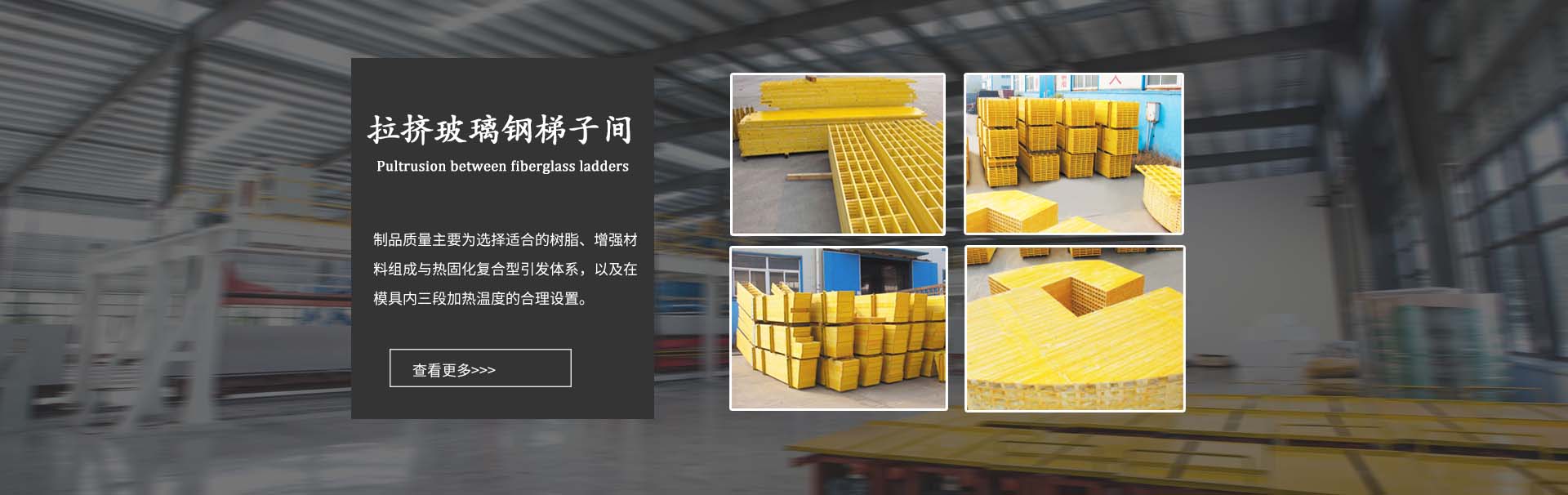
拉挤成型工艺过程是由送纱、浸胶、预成型、固化定型、牵引、切断等工序组成。无捻粗纱从纱架引出后,经过导纱装置进入树脂槽浸透树脂胶液,然后进入预成型模,将多余树脂和气泡排出,再进入成型模凝胶、固化。固化后的制品由牵引机连续不断地从模具拉出,最后由切断机定长切断。
拉挤成型工艺中除立式和卧式机组外, 尚有弯曲形制品拉挤成型工艺, 反应注射拉挤工艺等。
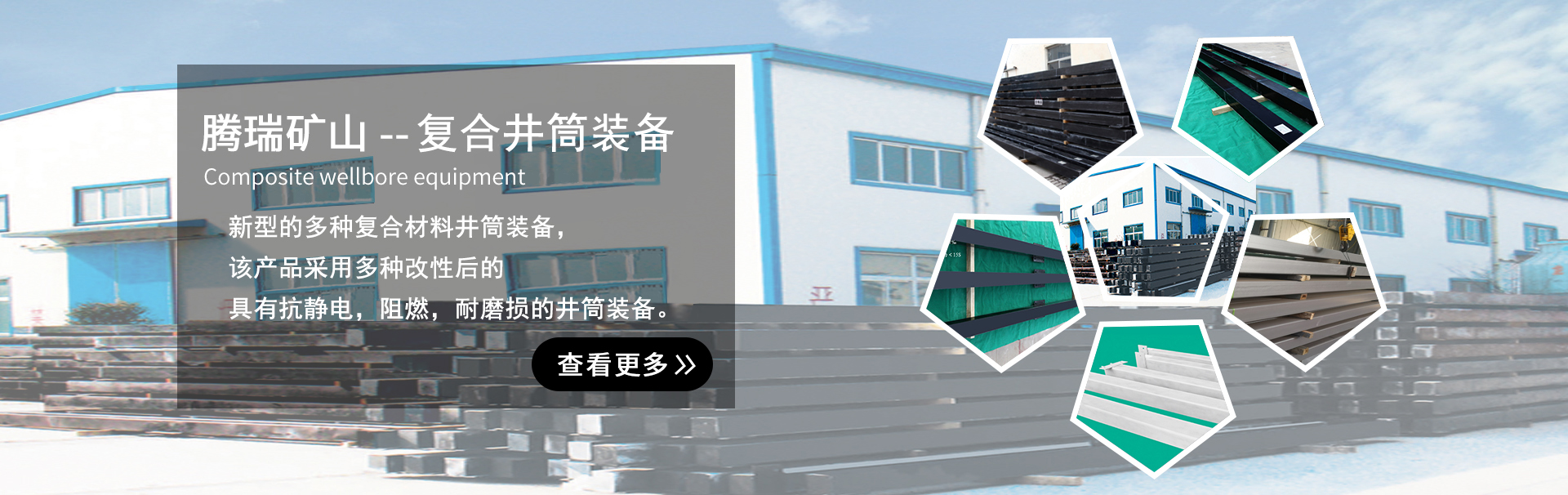
拉挤成型工艺是拉挤玻璃钢梯子间成型工艺中的一种特殊工艺,适于生产各种断面形状一样的玻璃钢型材,如棒、管、实体型材(工字形、槽形、方形型材)和空腹型材等。其优点是:
1、生产过程连续进行,制品质量稳定,重复性好;
2、增强材料含量可根据要求进行调整,产品强度高;
3、能够调整制品的纵向强度和横向强度,满足不同的使用要求;
4、能够生产截面形状复杂的制品,满足特殊场合使用的要求;
5、制品具有良好的整体性,原材料的利用率高;
6、设备的投资费用低。

各拉挤工艺变量的相关性
热参数、拉速、牵引力三个工艺参数中,热参数是由树脂系统的特性来确定的,是拉挤工艺中应当解决的首要因素。拉挤速度确定的原则是在给定的模内温度下的胶凝时间,保证制品在模具中部胶凝、固化。牵引力的制约因素较多,如:拉挤玻璃钢梯子与模具温度关系很大,并受到拉挤速度的控制。 拉速的增加直接影响到剪切应力的第二个峰值, 即脱离点处的剪切应力;脱模剂的影响也是不容忽视的因素。
为了提高生产效率,一般尽可能提高拉速。这样可降低模具剪切应力,以及制品表面质量。对于较厚的制品,应选择较低拉速或使用较长的模具,增加模具温度,其目的在于使产品能较好地固化,从而提高制品的性能。
为了降低牵引力,使产品顺利脱模,采用良好的脱模剂是十分必要的,有时这在成型工艺中起到决定性的作用。
18396624111

查看手机站
公司名称:龙口市腾瑞矿山设备有限公司
地址:山东省烟台市龙口市龙港街道和平路1368号
电话:18396624111(微信同号)
QQ:361468861
邮箱:tengruikuangshan@163.com
网址:www.lktengrui.com



